 English
English 中文简体
中文简体 Español
Español عربى
عربى




Guoguang are specialized in thin wall high-speed moulds, almost all cutlery moulds can be customized by us.
Injection plastic round cap molds are specifically designed to manufacture round plastic caps with h...
See Details
A thin-wall injection plastic round container cap mold is a practical tool for producing lightweight closures that snap securely onto cups, tubs, and bottles. The circular shape offers natural flow advantages, yet the thin section demands careful planning of every channel, vent, and moving part. When each detail is handled with balance in mind, the mold can deliver steady cycles and caps that keep the contents safe.
Gate position is chosen to encourage radial flow. A single pinpoint gate placed at the centre of the panel creates a star-shaped flow front that reaches the skirt at nearly the same moment. Because all flow fronts move outward together, weld lines are pushed to the outer edge where they have little effect on performance. The vestige left by the gate remains hidden inside the cap, so the visible surface stays clean for downstream printing or labelling.
Air inside the cavity must leave quickly. Vent gaps are ground along the parting line and at the base of the skirt, deep enough to release gas yet shallow enough to prevent flash. Additional vents are added under any internal snap bead so that trapped air does not burn the plastic or weaken the bead profile. Regular cleaning of these gaps keeps the release consistent and protects the polished surfaces from corrosion.
Cooling is arranged to match the circular geometry. Conformal channels curve underneath the cavity and core, following the round outline so that temperature differences across the cap stay small. Bubblers or high-flow inserts are placed under the centre gate, where the last material enters and can hold residual warmth.
Ejection is spread around the skirt. Stripper rings contact the outer wall at several points, pushing the cap straight off the core without flexing the thin panel. Light air pressure applied through the centre of the core breaks any vacuum that might hold the cap in place. Both actions are triggered in sequence so that the skirt clears the undercut before the stripper reaches full travel, reducing the chance of buckle or scuff on the sealing surface.
Steel selection reflects the need for both polish and durability. Cavity and core inserts are often machined from pre-hardened stainless grades that resist the gentle acids found in food-grade resins. After texturing or high-gloss polishing, the surfaces are plated with a thin layer of nickel alloy to extend service life and to allow faster cycle start-up. The holder blocks use lower alloy steel, balanced for strength and cost, while still offering enough support to keep the parting line closed under melt pressure.
Trial work begins with a short shot study to confirm radial flow. Fill speed is raised in small steps until the skirt receives material at the same moment around its full circle. Once balance is proven, packing pressure is added gradually while dimensional checks are taken at four points on the skirt diameter. When all readings remain within the agreed band, cooling time is reduced until the cap can be removed without distortion; the last stable value is recorded as the reference cycle.
When these practices are followed, a thin-wall injection plastic round container cap mold produces closures that are light, round, and ready for automatic capping lines. Each cap leaves the press with a consistent skirt diameter, smooth sealing edge, and enough strength to survive handling, storage, and the repeated flex of opening and closing.

Injection plastic round cap molds are specifically designed to manufacture round plastic caps with h...
See Details
Injection plastic round bowl moulds are designed to create high-quality, durable plastic round bowls...
See Details
The Thin Wall American Style Large Round Cover Mould is a specialised tool designed for the producti...
See Details
The Injection Plastic American Style Large Round Bowl Mold is an advanced tool designed specifically...
See Details
The Thin Wall American Medium Round Cap Mould is a highly efficient tool designed for the production...
See Details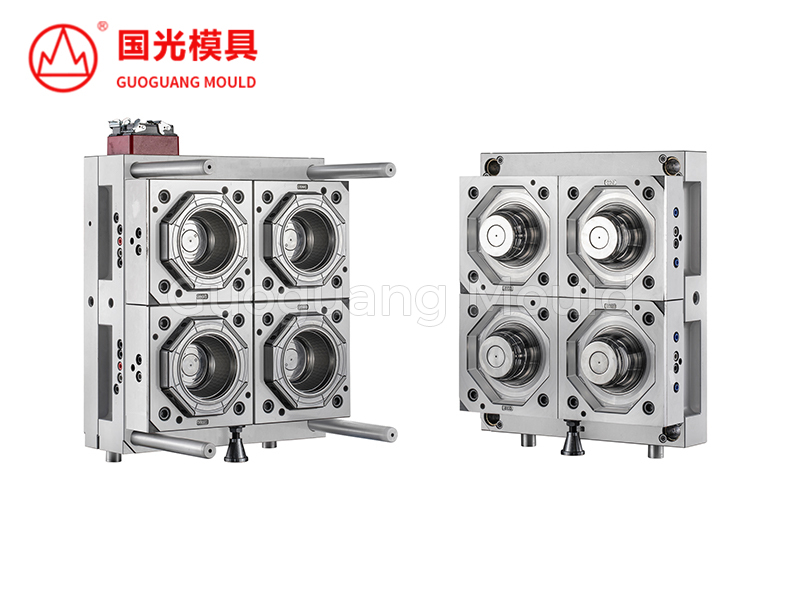
The Thin Wall Medium Size American Bowl Mould is designed for efficient production of medium-sized b...
See Details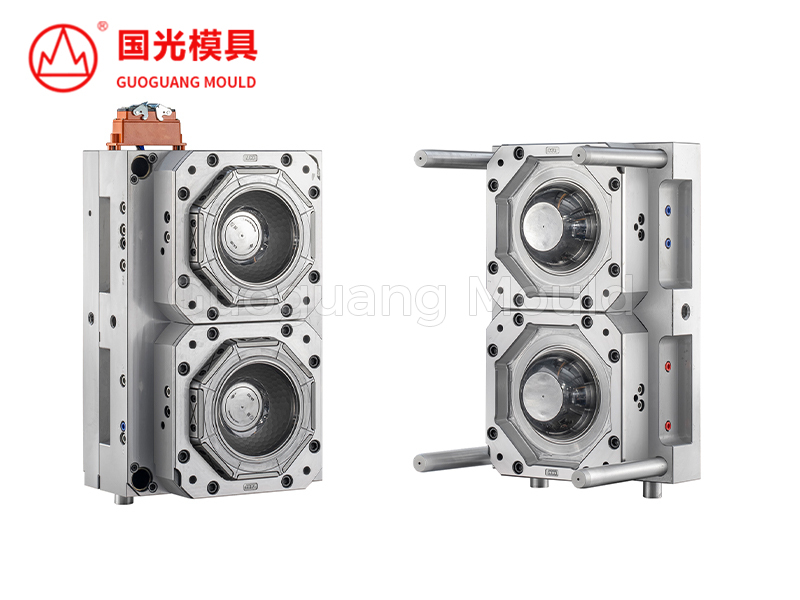
The Injection Plastic Large Round Bowl Mould is a specialized tool designed to produce large round p...
See Details
The Thin Wall American Style Small Square Cover Mold is designed for the production of small, square...
See Details
The Plastic Mould for Packaged Food Square Cover is an essential tool for creating square plastic co...
See Details
The Thin Wall Square Box Mould is designed for the production of small, square boxes, ensuring effic...
See Details
The Restaurant Packaged Three-Compartment Lunch Box Mold is designed for producing plastic lunch box...
See Details
This mould is ideal for high-volume manufacturing, ensuring precise, efficient production of lunch ...
See DetailsGuoguang are specialized in thin wall high-speed moulds, almost all cutlery moulds can be customized by us.
Copyright © Zhejiang Taizhou Guoguang Mould Plastic Co., Ltd. All Rights Reserved.
Thin Wall Mold Manufacturer
