 English
English 中文简体
中文简体 Español
Español عربى
عربى




Guoguang are specialized in thin wall high-speed moulds, almost all cutlery moulds can be customized by us.
Injection plastic round cap molds are specifically designed to manufacture round plastic caps with h...
See Details
A multi-cavity injection mold for plastic cup lids is a precision tool designed to shape several identical lids in every cycle. By arranging multiple cavities within one mold base, the system transforms a single shot of molten polymer into a full set of finished parts. This approach multiplies output without adding extra presses, making it a favored route for converters who need steady, high-volume deliveries.
Engineers usually choose a symmetrical H or X pattern so that each cavity sits the same distance from the sprue. Equal path lengths give melt an identical travel time, which lowers the risk of short shots or flash. Runner diameter is calculated from shot weight and length, keeping the filling gap among cavities within a few hundredths of a second. Alongside the runner, a well-proportioned gate introduces material smoothly, avoiding jetting that could weaken the thin lip of a lid.
Temperature control is equally critical. Cooling channels are drilled so that they run eight to twelve millimetres from the cavity surface, and turbulent water flow is maintained at roughly one metre per second. When every core and cavity receives the same heat removal rate, shrinkage is uniform, warpage is limited, and the lid stays flat enough to seal a cup without rocking. In many tools, conformal cooling inserts follow the curved contour of the lid, shortening the cooling phase and trimming overall cycle time.
The ejection stage must also be gentle. Because lids are thin, high ejector pin pressure can leave stress marks or even crack the rim. Air poppets combined with a small stripper ring distribute force around the perimeter, lifting the part without distortion. Vent gaps of around fifteen micrometres are placed near the last areas to fill, allowing trapped air to escape so that burn marks do not spoil the clear appearance of the plastic.
Material choice influences both mold life and part quality. Random copolymer polypropylene offers good transparency and hinge flexibility, while high-density polyethylene provides a softer feel and better stress-crack resistance. Molders select a grade with consistent melt flow so that every cavity sees the same viscosity during injection. Regrind levels are kept low to prevent gels or black specks that would show up on a crystal-clear lid.
Hot-runner systems are common in lid molds because they eliminate cold slugs and shorten cycle time. Each cavity is fed through an individually controlled drop, and valve gates open in sequence to prevent flow hesitation. The controller monitors cavity pressure, switching from injection to packing when the reading reaches a predefined threshold. This data-driven transfer compensates for minor batch-to-batch variations, ensuring that every lid weighs the same and seals reliably on the cup rim.
Preventive maintenance keeps a multi-cavity tool in steady production. After each run, operators blow out water circuits to remove mineral deposits, check parting lines for burrs, and verify that interlocks align within tolerance. Monthly inspections include greasing slides, polishing vent areas, and recording cavity pressure curves. Any drift in peak pressure or cooling delta is corrected before it can grow into a defect that would stop the line.
Automation further lifts efficiency. A servo robot enters the open press, lifts the lids with vacuum cups, and places them on a stacking station. Because the parts are handled while still warm, they continue to cool under their own weight, remaining flat. Vision cameras inspect every cycle, measuring outer diameter, listening for micro-cracks, and rejecting any lid that falls outside specification. Good parts travel downstream to a clean bagging cell, ready for food-service customers who demand hygiene and consistency.

Injection plastic round cap molds are specifically designed to manufacture round plastic caps with h...
See Details
Injection plastic round bowl moulds are designed to create high-quality, durable plastic round bowls...
See Details
The Thin Wall American Style Large Round Cover Mould is a specialised tool designed for the producti...
See Details
The Injection Plastic American Style Large Round Bowl Mold is an advanced tool designed specifically...
See Details
The Thin Wall American Medium Round Cap Mould is a highly efficient tool designed for the production...
See Details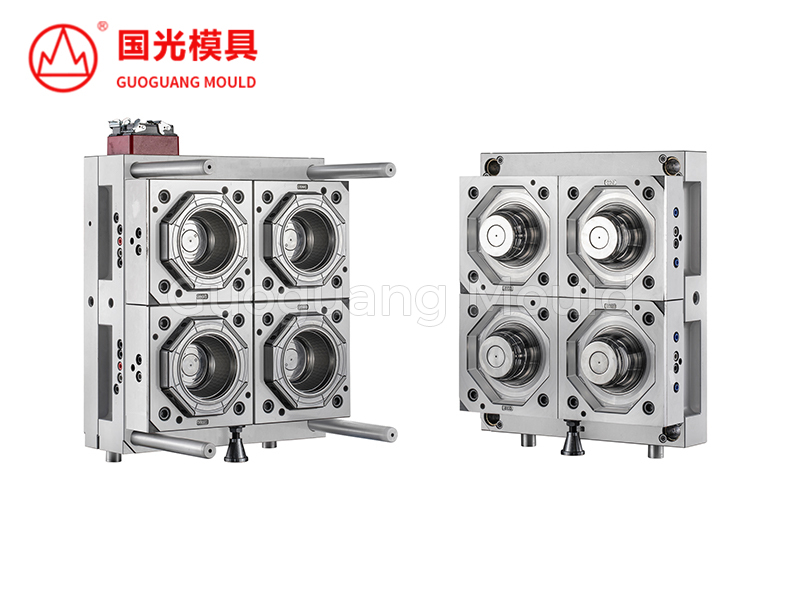
The Thin Wall Medium Size American Bowl Mould is designed for efficient production of medium-sized b...
See Details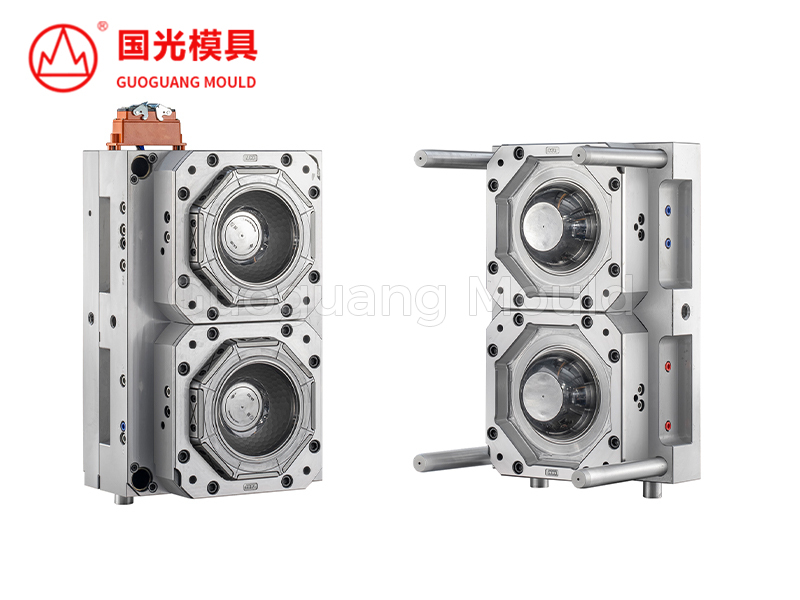
The Injection Plastic Large Round Bowl Mould is a specialized tool designed to produce large round p...
See Details
The Thin Wall American Style Small Square Cover Mold is designed for the production of small, square...
See Details
The Plastic Mould for Packaged Food Square Cover is an essential tool for creating square plastic co...
See Details
The Thin Wall Square Box Mould is designed for the production of small, square boxes, ensuring effic...
See Details
The Restaurant Packaged Three-Compartment Lunch Box Mold is designed for producing plastic lunch box...
See Details
This mould is ideal for high-volume manufacturing, ensuring precise, efficient production of lunch ...
See DetailsGuoguang are specialized in thin wall high-speed moulds, almost all cutlery moulds can be customized by us.
Copyright © Zhejiang Taizhou Guoguang Mould Plastic Co., Ltd. All Rights Reserved.
Thin Wall Mold Manufacturer
