 English
English 中文简体
中文简体 Español
Español عربى
عربى




Guoguang are specialized in thin wall high-speed moulds, almost all cutlery moulds can be customized by us.
Injection plastic round cap molds are specifically designed to manufacture round plastic caps with h...
See Details
A thin-wall container mould is a forming tool engineered to produce plastic tubs, cups, and buckets that feel almore flexible yet still carry a full load of product. The aim is to remove mass while keeping stiffness, so every rib, taper, and corner is positioned to offset the lower gauge. Designers begin by mapping the expected stacking load and then set the draft angle, typically between one and two degrees, so that the side walls release smoothly from the core. A shallow under-cut is avoided whenever possible, because the thin lip would distort if forced over a stiff lock.
Flow simulation is run early, long before steel is cut. The software highlights shear zones and predicts where the melt front may hesitate; gates are moved or widened until the pressure curve stays within the machine’s comfort window. Because the wall can be below half a millimetre, hesitation marks or flow lines show up instantly, so balanced filling is treated as a basic requirement rather than a refinement. Valve gates placed at the base centre are common: they open in sequence, allowing the melt to climb the wall in a uniform ring rather than racing down one face.
Cooling circuits follow the part profile as closely as the ejector system will allow. Gun-drilled channels run parallel to the wall at a steady pitch, and high-flow couplings are used so that water speed remains turbulent even when the press cycle drops below four seconds. Temperature delta between inlet and outlet is held within two degrees Celsius; hotter spots would expand the steel microscopically and leave an oval tub that wobbles on a flat table.
Ejection must be fast yet sympathetic. Air is introduced through micro-pores just below the rim, breaking the vacuum that tends to grip thin parts. A stripper ring then lifts the container evenly, while servo-driven take-off plates move it clear of the mould before the next shot. Because the wall is light, static electricity can make the part cling to the core; ionised air knives neutralise the charge and let the robot transport the tub without double picks.
Material choice balances clarity, toughness, and environmental stress. Random copolymer polypropylene offers good hinge performance for lids, while medium-melt polypropylene provides faster flow for straight-sided tubs. When cold storage is required, grades with elevated ethylene content are selected to keep impact strength after chilling. Regrind levels are monitored; too much can introduce gels that puncture the thin wall during drop tests. Colour is added via a liquid masterbatch pumped directly at the machine throat, ensuring uniform dispersion without raising the melt viscosity.
Quality checks are integrated into the cell. A vision station measures rim diameter, inspects for pin holes, and verifies that the printed calibration mark remains in register. Any tub that drifts outside tolerance is diverted to a regrind stream, keeping only compliant parts in the box.
Regular maintenance preserves the moulds precision and protects the thin steel that forms the lip. After each production week, technicians measure parting-line wear with a feeler gauge; any gap above twenty micrometres is stoned flat to prevent flash that would thicken the rim. Cooling circuits are flushed with a mild descaling solution to keep flow rates high, and o-rings are replaced at the one sign of creep. Ejector pins are checked for galling, because a scored pin can transfer marks to the outside wall that later crack under top load. Grease used on slides is rated for food contact, eliminating the risk of contamination in downstream packing.

Injection plastic round cap molds are specifically designed to manufacture round plastic caps with h...
See Details
Injection plastic round bowl moulds are designed to create high-quality, durable plastic round bowls...
See Details
The Thin Wall American Style Large Round Cover Mould is a specialised tool designed for the producti...
See Details
The Injection Plastic American Style Large Round Bowl Mold is an advanced tool designed specifically...
See Details
The Thin Wall American Medium Round Cap Mould is a highly efficient tool designed for the production...
See Details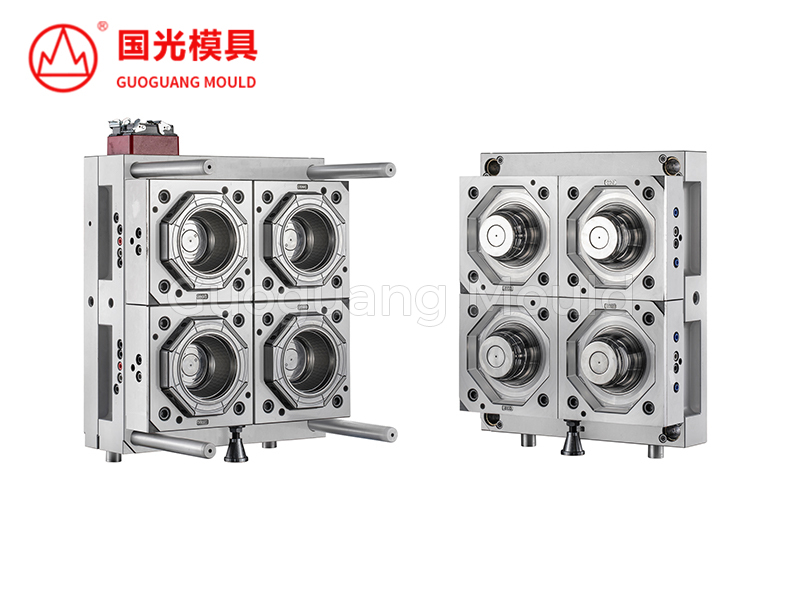
The Thin Wall Medium Size American Bowl Mould is designed for efficient production of medium-sized b...
See Details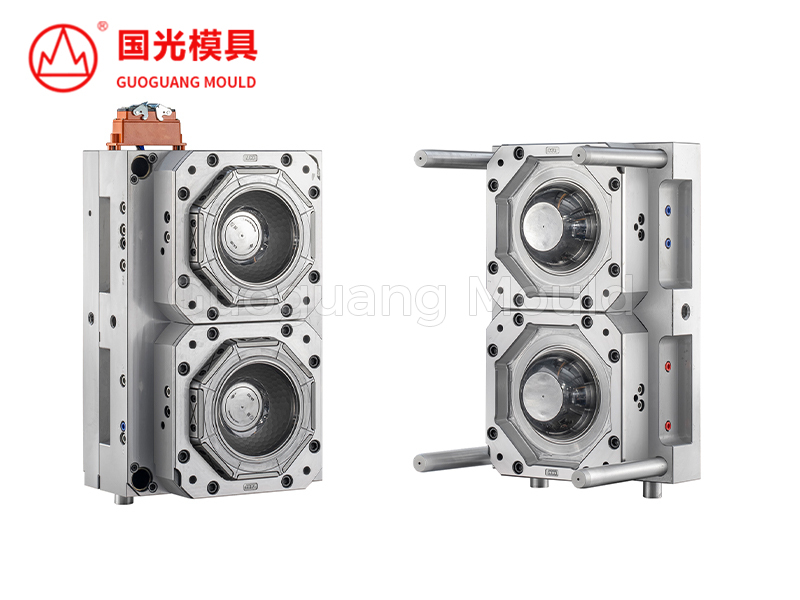
The Injection Plastic Large Round Bowl Mould is a specialized tool designed to produce large round p...
See Details
The Thin Wall American Style Small Square Cover Mold is designed for the production of small, square...
See Details
The Plastic Mould for Packaged Food Square Cover is an essential tool for creating square plastic co...
See Details
The Thin Wall Square Box Mould is designed for the production of small, square boxes, ensuring effic...
See Details
The Restaurant Packaged Three-Compartment Lunch Box Mold is designed for producing plastic lunch box...
See Details
This mould is ideal for high-volume manufacturing, ensuring precise, efficient production of lunch ...
See DetailsGuoguang are specialized in thin wall high-speed moulds, almost all cutlery moulds can be customized by us.
Copyright © Zhejiang Taizhou Guoguang Mould Plastic Co., Ltd. All Rights Reserved.
Thin Wall Mold Manufacturer
