 English
English 中文简体
中文简体 Español
Español عربى
عربى




Guoguang are specialized in thin wall high-speed moulds, almost all cutlery moulds can be customized by us.
Injection plastic round cap molds are specifically designed to manufacture round plastic caps with h...
See Details
A multi-cavity small thin-wall square box mold is a practical way to raise hourly output without adding press numbers. By arranging several identical cavities around a balanced runner, each cycle delivers a handful of ready-to-stack boxes that stay inside the weight limits of air freight and meet the surface demands of retail packs. The idea is simple; the execution asks for tight control of every flow, cooling and ejection detail.
Cavity spacing is the one concern. Square boxes need uniform wall thickness on four sides, so the distance between cavities must let the melt reach each corner at equal pressure and temperature. This layout shortens the overall length of the hot runner plate, saves steel, and leaves room for independent cavity temperature sensors.
Wall thickness is set near the lower edge recommended for the chosen resin, yet never below what the flow simulation shows as safe. Ribs are placed on the inside base to add stiffness without raising packing time; each rib is kept lower than sixty percent of the wall so both features cool together. A light internal texture hides weld lines that may appear where the two flow fronts meet under the label area.
Gate design follows the same equality rule. A single submarine gate is machined on the centre line of one wall, giving a flat vestige that does not disturb automatic denesting. All eight gates share the same cross-section and land length so that cavity pressure curves recorded during one trial overlap within two per cent. If any curve drifts, the corresponding gate is polished a few microns wider rather than raising injection pressure, protecting the parting line from flash.
Cooling circuits are drilled close to the impression and connected in parallel, not in series, so each cavity sees the same inlet temperature. Baffles are inserted in the deeper core to speed heat removal from the centre of the box; the core pin is gun-drilled to accept a high-flow bubbler that keeps the water turbulent. With these measures the temperature spread across the eight cavities stays within three degrees, letting parts leave the mould flat and at the same shrink stage.
Ejection is arranged in two steps. Air is blown through porous steel inserts in the core centre, breaking the vacuum that tends to grip thin boxes. Stripper rings then lift the upper rim evenly; the ring travels five millimetres before acceleration drops, preventing edge buckle. Ejector pins are placed under the rib intersections where the wall is slightly thicker and better able to handle point load.
Steel choice balances conductivity against wear resistance. The core side uses an aircraft-grade aluminium alloy backed by steel pillars; aluminium removes heat quickly while the pillars keep the stack stable under clamp force. A nickel-boron plating on the aluminium resists the abrasive fillers found in clarified random copolymer.
Trial work starts with short shots at progressively higher speeds until the last five per cent of volume repeats in every cavity. Pressure sensors record peak values and transfer is set when all readings lie inside a five-bar band. Finally, cooling time is shortened until flatness checks drift outside tolerance; the last stable value becomes the documented cycle.
When these points are followed, a multi-cavity small thin-wall square box mould produces square, light containers that nest well, tolerate drop tests and leave the press at a consistent pace, giving moulders a dependable way to meet growing demand without extra machine hours.

Injection plastic round cap molds are specifically designed to manufacture round plastic caps with h...
See Details
Injection plastic round bowl moulds are designed to create high-quality, durable plastic round bowls...
See Details
The Thin Wall American Style Large Round Cover Mould is a specialised tool designed for the producti...
See Details
The Injection Plastic American Style Large Round Bowl Mold is an advanced tool designed specifically...
See Details
The Thin Wall American Medium Round Cap Mould is a highly efficient tool designed for the production...
See Details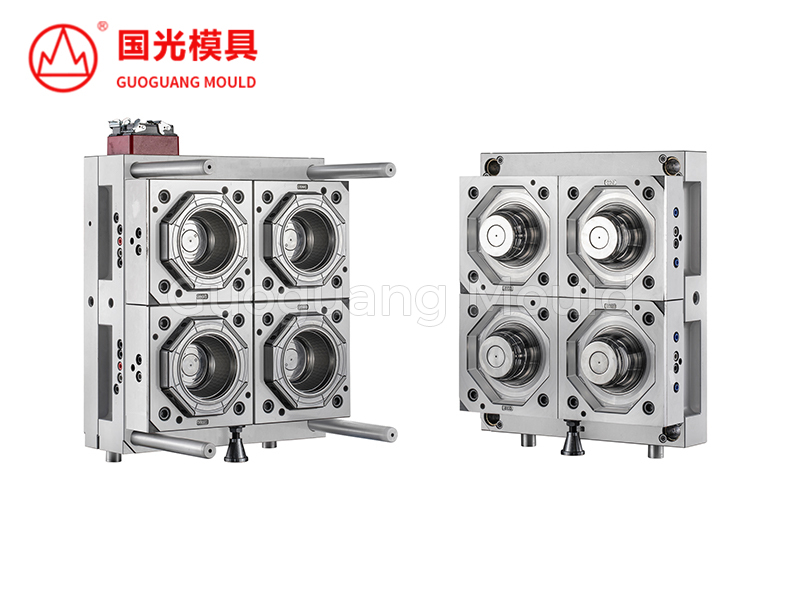
The Thin Wall Medium Size American Bowl Mould is designed for efficient production of medium-sized b...
See Details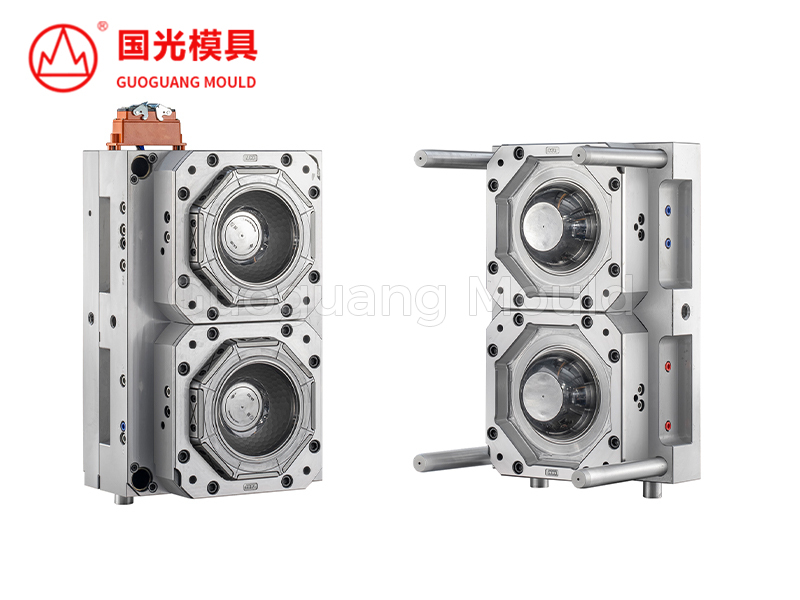
The Injection Plastic Large Round Bowl Mould is a specialized tool designed to produce large round p...
See Details
The Thin Wall American Style Small Square Cover Mold is designed for the production of small, square...
See Details
The Plastic Mould for Packaged Food Square Cover is an essential tool for creating square plastic co...
See Details
The Thin Wall Square Box Mould is designed for the production of small, square boxes, ensuring effic...
See Details
The Restaurant Packaged Three-Compartment Lunch Box Mold is designed for producing plastic lunch box...
See Details
This mould is ideal for high-volume manufacturing, ensuring precise, efficient production of lunch ...
See DetailsGuoguang are specialized in thin wall high-speed moulds, almost all cutlery moulds can be customized by us.
Copyright © Zhejiang Taizhou Guoguang Mould Plastic Co., Ltd. All Rights Reserved.
Thin Wall Mold Manufacturer
