 English
English 中文简体
中文简体 Español
Español عربى
عربى




Guoguang are specialized in thin wall high-speed moulds, almost all cutlery moulds can be customized by us.
Injection plastic round cap molds are specifically designed to manufacture round plastic caps with h...
See Details
A thin-wall packaging box mould is a key that unlocks light, low-cost containers for food, consumer goods and logistics. The reward is a part that cools quickly, uses less resin and travels through the supply chain with a smaller footprint.
The one step in mould planning is to fix the wall thickness pattern. Uniform thickness lets the melt travel to the farthest corner before it freezes, so sinks, flow lines and warps are avoided. Draft angles of at least one degree per side allow the box to leave the cavity without sticking, while a light texture on the core hides any drag marks that may appear during fast ejection.
Gate location decides how evenly the cavity fills. A single submarine gate placed on the long side gives a balanced flow front and reduces weld lines. When the box is rectangular, a hot-runner valve gate in the centre drops the melt straight to the bottom, cutting shear and lowering injection pressure. Cold-slug wells are machined directly opposite each gate to trap the one cool material, keeping the flow hot and fluid.
Venting is another area where small details matter. Air must leave the cavity in milliseconds, or it will compress, burn the plastic and leave dark streaks. Vent slots 0.02 mm deep are ground along the parting line and at the end of each rib. In deeper pockets, vent pins with cross-ground flats are inserted so that trapped gas can escape through the ejector retainer plate. The vents are polished regularly; any residue that blocks the gap will raise the internal pressure and shorten the cycle.
Cooling governs the economics of thin-wall production. Because the mass of plastic is low, more of the cycle is spent waiting for the melt to reach ejection temperature. Drilled circuits with turbulent water flow are no longer enough. Instead, conformal channels follow the box profile, cut by direct-metal laser sintering or high-speed five-axis machining. These channels keep the steel within five degrees of the set point across the whole cavity, so the part can be ejected after a few seconds without distortion. Quick-change couplings and manifolds are fitted to the mould so that different water temperatures can be tested during commissioning.
Steel choice balances hardness against thermal conductivity. For runs that exceed a million shots, pre-hardened stainless holders are married to cavity inserts made from through-hardened H-13 at fifty-two Rockwell C. The high hardness resists the abrasive fillers found in clarified random copolymer, while the uniform alloy structure transfers heat away from the melt. On lower-volume projects, aircraft-grade aluminium alloy inserts can be used; they conduct heat three times faster than steel and can be plated with nickel-boron to resist wear.
Ejection must be fast yet gentle. Stripper rings that push on the upper rim spread the load and stop the thin wall from buckling. Air poppets are added under the base so that the box lifts free before the stripper makes contact. Both actions are triggered by a servo valve that accelerates the ejector plate for the one ten millimetres, then slows to prevent shock marks. Sensors in the ejector rods confirm that every part has left the core before the mould closes again.
When these guidelines are followed, a thin-wall packaging box mould delivers consistent parts at a cycle that was once thought impossible. The boxes leave the press light, square and cool, ready to be nested, shipped and recycled, while the mould waits for the next shot, already in motion before the previous one has cleared the take-off conveyor.

Injection plastic round cap molds are specifically designed to manufacture round plastic caps with h...
See Details
Injection plastic round bowl moulds are designed to create high-quality, durable plastic round bowls...
See Details
The Thin Wall American Style Large Round Cover Mould is a specialised tool designed for the producti...
See Details
The Injection Plastic American Style Large Round Bowl Mold is an advanced tool designed specifically...
See Details
The Thin Wall American Medium Round Cap Mould is a highly efficient tool designed for the production...
See Details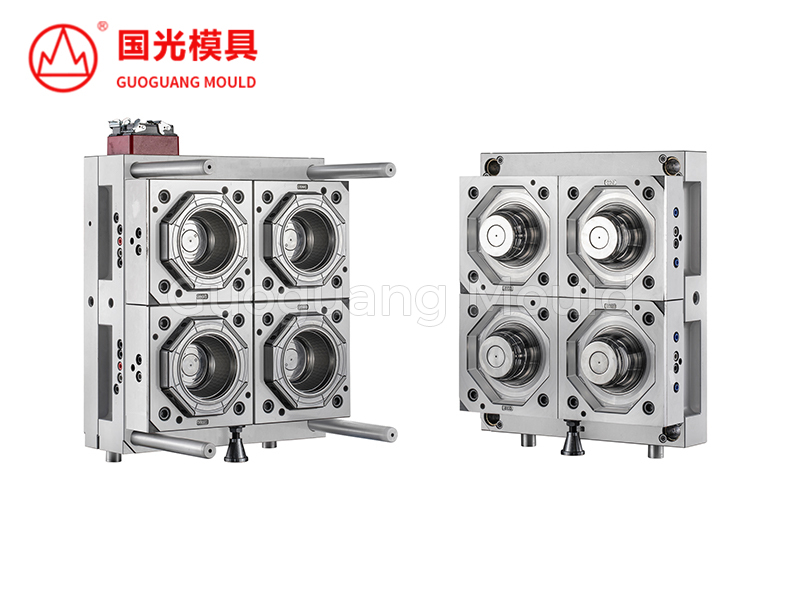
The Thin Wall Medium Size American Bowl Mould is designed for efficient production of medium-sized b...
See Details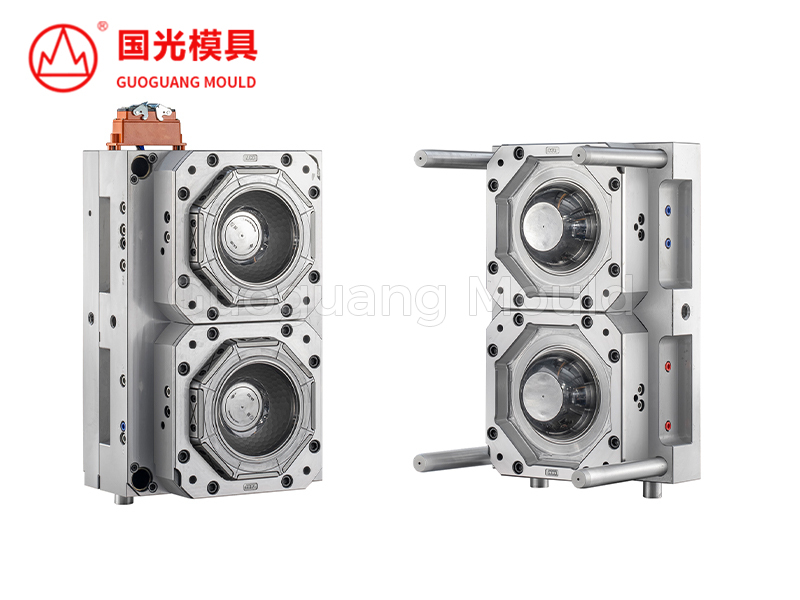
The Injection Plastic Large Round Bowl Mould is a specialized tool designed to produce large round p...
See Details
The Thin Wall American Style Small Square Cover Mold is designed for the production of small, square...
See Details
The Plastic Mould for Packaged Food Square Cover is an essential tool for creating square plastic co...
See Details
The Thin Wall Square Box Mould is designed for the production of small, square boxes, ensuring effic...
See Details
The Restaurant Packaged Three-Compartment Lunch Box Mold is designed for producing plastic lunch box...
See Details
This mould is ideal for high-volume manufacturing, ensuring precise, efficient production of lunch ...
See DetailsGuoguang are specialized in thin wall high-speed moulds, almost all cutlery moulds can be customized by us.
Copyright © Zhejiang Taizhou Guoguang Mould Plastic Co., Ltd. All Rights Reserved.
Thin Wall Mold Manufacturer
