 English
English 中文简体
中文简体 Español
Español عربى
عربى




Guoguang are specialized in thin wall high-speed moulds, almost all cutlery moulds can be customized by us.
Injection plastic round cap molds are specifically designed to manufacture round plastic caps with h...
See Details
Thin wall milk cup mold is a precision tool that enables the high-speed production of lightweight plastic cups used for dairy products, yogurt, and other beverages. Unlike standard injection molds, a thin wall milk cup mold is designed to produce parts with wall thicknesses typically ranging from 0.3 to 0.8 millimeters, significantly thinner than conventional containers.
The defining challenge of a thin wall milk cup mold is filling the cavity before the molten plastic solidifies. Thin wall cavities offer little space for plastic to flow, and the plastic cools rapidly due to the small cross-section. To overcome this, thin wall milk cup molds incorporate multiple injection gates that allow plastic to enter the cavity at several points simultaneously. The gates are often arranged in a circular pattern around the cup’s base or sidewall, ensuring even filling.
The steel used for a thin wall milk cup mold must withstand high injection pressures. While standard molds operate at pressures around 10,000 to 15,000 pounds per square inch, thin wall molding often requires pressures two to three times higher. Hardened tool steel is commonly specified for these molds, as this material resists wear and maintains its shape under repeated high-pressure cycles. For high-cavitation molds that will run millions of cycles per year, premium steel grades are used.
Cooling channel design is critical in a thin wall milk cup mold because thin parts cool quickly but must cool evenly. Uneven cooling causes warping, which makes cups difficult to stack and seal. Conformal cooling channels, which follow the shape of the cup rather than being drilled in straight lines, provide uniform temperature control. These channels are produced using additive manufacturing or by machining curved passages into the mold plates. Proper cooling reduces cycle time and improves part quality.

The number of cavities in a thin wall milk cup mold directly affects production speed. A single-cavity mold produces one cup per machine cycle. A four-cavity mold produces four cups per cycle. High-volume production uses molds with eight, sixteen, or even forty-eight cavities, running on large injection molding machines with high clamping forces. Each additional cavity increases mold complexity and cost but reduces the cost per part. For milk cup production, high cavitation is standard.
The ejection system of a thin wall milk cup mold must handle delicate parts. Thin walls can be deformed or punctured by standard ejector pins. Thin wall molds often use large ejector plates that push the cup evenly from the cavity. Air ejection, where a burst of compressed air lifts the part off the core, is also used for very thin cups. Knockout pins are placed in non-critical areas such as the cup’s base to avoid visible marks on the finished product.
For dairy processors seeking efficient packaging production, a thin wall milk cup mold delivers high output with small material use. It runs fast, cools evenly, and ejects gently, turning plastic pellets into finished cups every few seconds. When the mold is built correctly and maintained properly, it produces millions of cups that hold milk and yogurt safely, stack neatly, and fill efficiently on automated packaging lines.

Injection plastic round cap molds are specifically designed to manufacture round plastic caps with h...
See Details
Injection plastic round bowl moulds are designed to create high-quality, durable plastic round bowls...
See Details
The Thin Wall American Style Large Round Cover Mould is a specialised tool designed for the producti...
See Details
The Injection Plastic American Style Large Round Bowl Mold is an advanced tool designed specifically...
See Details
The Thin Wall American Medium Round Cap Mould is a highly efficient tool designed for the production...
See Details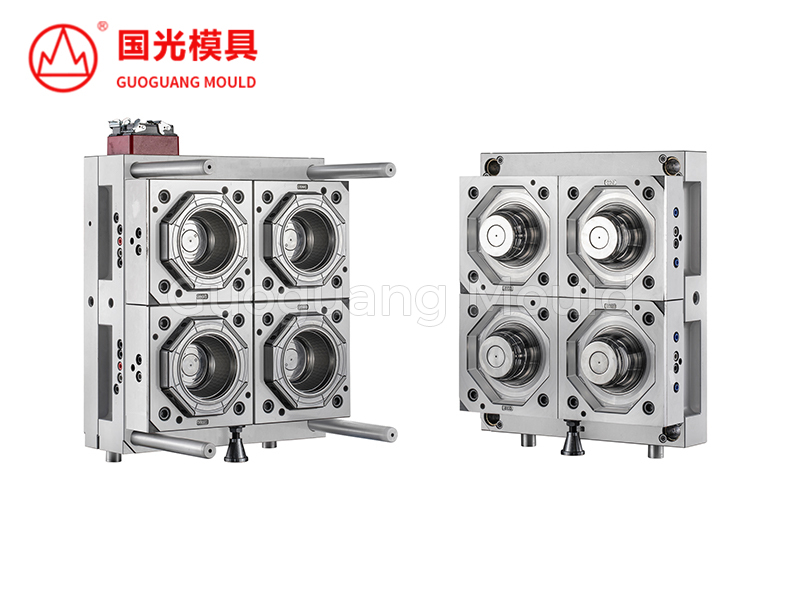
The Thin Wall Medium Size American Bowl Mould is designed for efficient production of medium-sized b...
See Details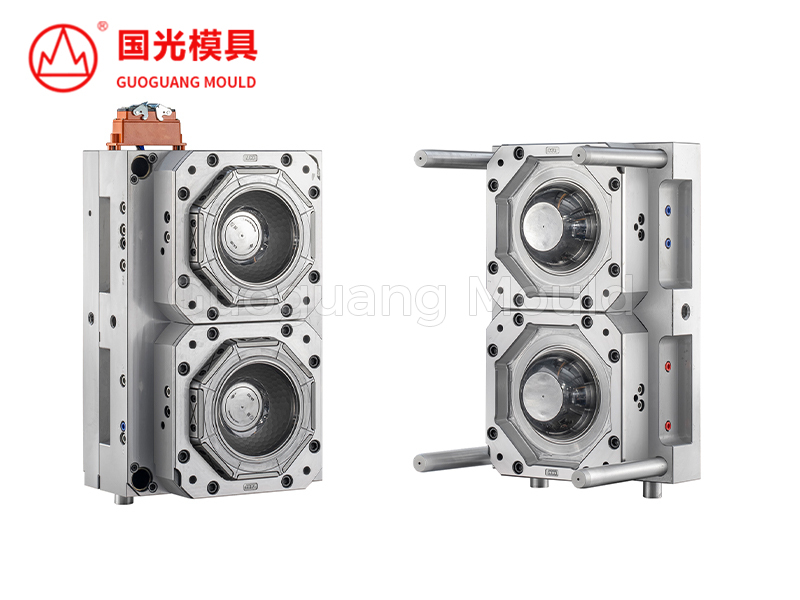
The Injection Plastic Large Round Bowl Mould is a specialized tool designed to produce large round p...
See Details
The Thin Wall American Style Small Square Cover Mold is designed for the production of small, square...
See Details
The Plastic Mould for Packaged Food Square Cover is an essential tool for creating square plastic co...
See Details
The Thin Wall Square Box Mould is designed for the production of small, square boxes, ensuring effic...
See Details
The Restaurant Packaged Three-Compartment Lunch Box Mold is designed for producing plastic lunch box...
See Details
This mould is ideal for high-volume manufacturing, ensuring precise, efficient production of lunch ...
See DetailsGuoguang are specialized in thin wall high-speed moulds, almost all cutlery moulds can be customized by us.
Copyright © Zhejiang Taizhou Guoguang Mould Plastic Co., Ltd. All Rights Reserved.
Thin Wall Mold Manufacturer
