 English
English 中文简体
中文简体 Español
Español عربى
عربى




Guoguang are specialized in thin wall high-speed moulds, almost all cutlery moulds can be customized by us.
Injection plastic round cap molds are specifically designed to manufacture round plastic caps with h...
See Details
Fast-food thin-wall lunch box mold is a precision manufacturing tool that produces lightweight, durable containers for takeout meals, deli salads, and prepared foods. Unlike standard injection molds, a fast-food thin-wall lunch box mold creates containers with wall thicknesses typically between 0.4 and 0.8 millimeters, reducing material usage while maintaining strength for handling and transport.
The key challenge in designing a fast-food thin-wall lunch box mold is achieving consistent filling across large surface areas. Lunch boxes have broad, flat bases and vertical sidewalls, which are difficult to fill evenly with molten plastic. To address this, the mold incorporates multiple injection gates positioned strategically around the cavity. Fan gates spread the plastic flow across wide areas, while pinpoint gates target specific locations. Some molds use sequential valve gating, where gates open in a programmed sequence to control the flow front and prevent air traps.
The steel selection for a fast-food thin-wall lunch box mold affects its lifespan and production speed. Hardened tool steel resists wear from the high injection pressures required for thin-wall molding, which often exceed 30,000 pounds per square inch. The mold base is typically made from pre-hardened steel, while the cavity and core inserts use higher-grade tool steel. For very high-volume production of millions of containers per year, stainless tool steel provides corrosion resistance from moisture in the plastic and cooling water.
Cooling system design is critical for thin-wall lunch box molds. The plastic must cool quickly to keep cycle times short, but uneven cooling causes warping that prevents lids from sealing properly. Conformal cooling channels, machined to follow the shape of the lunch box, provide uniform heat removal. Baffles and bubblers direct cooling water to specific areas such as corners and hinge points. A well-cooled fast-food thin-wall lunch box mold achieves cycle times of 3 to 6 seconds, depending on part size and material.

The ejection system must handle thin, flexible containers without damage. Large ejector plates push the lunch box evenly from the cavity, distributing the ejection force across the entire base. Air ejection uses bursts of compressed air to lift the container off the core, eliminating ejector pin marks on visible surfaces. For lunch boxes with compartments, each compartment may have its own ejector pins or air valves. The ejection system must work reliably for millions of cycles.
The hinge design for clamshell-style lunch boxes is a special feature of many fast-food thin-wall lunch box molds. The living hinge, a thin section of plastic that connects the base and lid, must be molded precisely to withstand repeated opening and closing without breaking. The mold creates this hinge by allowing the plastic to flow into a thin, flexible section. Gate placement near the hinge ensures that the plastic flows evenly into both the base and lid cavities.
For food packaging manufacturers, a fast-food thin-wall lunch box mold enables efficient production of containers that are light, strong, and stackable. It runs at high speed, cools evenly, and ejects gently, turning plastic into finished lunch boxes every few seconds. With proper design and maintenance, this mold produces millions of containers that keep takeout meals fresh and secure from kitchen to customer.

Injection plastic round cap molds are specifically designed to manufacture round plastic caps with h...
See Details
Injection plastic round bowl moulds are designed to create high-quality, durable plastic round bowls...
See Details
The Thin Wall American Style Large Round Cover Mould is a specialised tool designed for the producti...
See Details
The Injection Plastic American Style Large Round Bowl Mold is an advanced tool designed specifically...
See Details
The Thin Wall American Medium Round Cap Mould is a highly efficient tool designed for the production...
See Details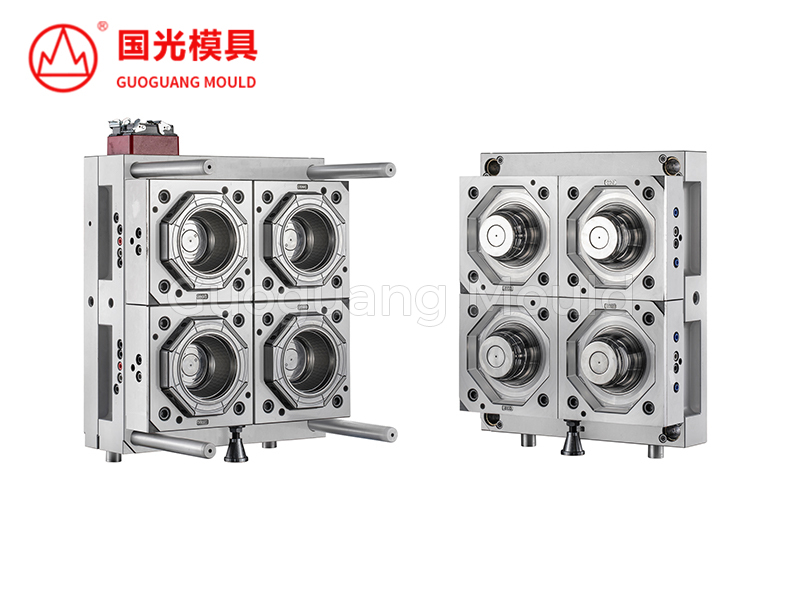
The Thin Wall Medium Size American Bowl Mould is designed for efficient production of medium-sized b...
See Details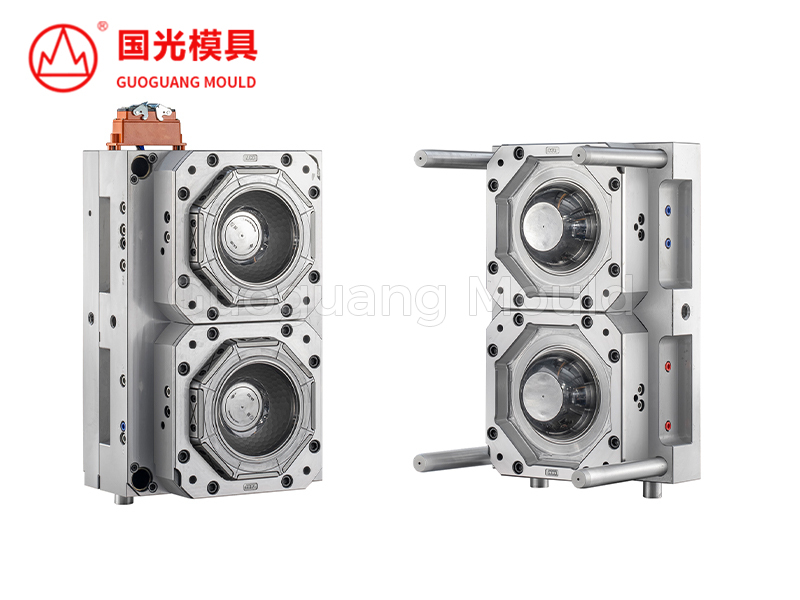
The Injection Plastic Large Round Bowl Mould is a specialized tool designed to produce large round p...
See Details
The Thin Wall American Style Small Square Cover Mold is designed for the production of small, square...
See Details
The Plastic Mould for Packaged Food Square Cover is an essential tool for creating square plastic co...
See Details
The Thin Wall Square Box Mould is designed for the production of small, square boxes, ensuring effic...
See Details
The Restaurant Packaged Three-Compartment Lunch Box Mold is designed for producing plastic lunch box...
See Details
This mould is ideal for high-volume manufacturing, ensuring precise, efficient production of lunch ...
See DetailsGuoguang are specialized in thin wall high-speed moulds, almost all cutlery moulds can be customized by us.
Copyright © Zhejiang Taizhou Guoguang Mould Plastic Co., Ltd. All Rights Reserved.
Thin Wall Mold Manufacturer
