 English
English 中文简体
中文简体 Español
Español عربى
عربى




Guoguang are specialized in thin wall high-speed moulds, almost all cutlery moulds can be customized by us.
Injection plastic round cap molds are specifically designed to manufacture round plastic caps with h...
See Details
Large scale one off plastic injection moulding is the practice of building a single tool that can measure several metres across and deliver one finished part per cycle. These projects are driven by specialist needs: a cover for an agricultural separator, a housing for a medical scanner, or a panel that closes the end of an air-handling duct. In each case the volume does not justify multiple cavities, yet the geometry is too complex or too big for machining from solid stock. A one-off mould becomes the more direct route to a light, repeatable component.
Tool design starts with a realistic shot size. Machines above two thousand tonnes are available, but plastic still cools from the outside in, so wall thickness is set between three and five millimetres. Any heavier and the surface sinks opposite ribs; any thinner and flow length may exceed the available pressure. Ribs are laid out as a grid, height limited to sixty percent of wall thickness, so they add stiffness without creating deep shadows on the show face. Draft is provided on every surface, usually one and a half degrees, because ejection force grows quickly when parts are measured in square metres.
Melt delivery is arranged through a hot manifold mounted on the moving platen. Drops are spaced every four hundred millimetres along the flow path, and each drop carries an individually controlled valve pin. Opening times are staggered so that the front progresses evenly, preventing race tracking that would weld at the far end and leave a weak line. A servo pump is specified to hold injection pressure steady once the cavity is full, avoiding over-packing that might crack the core or flash the parting line.
Cooling circuits are machined directly into the inserts. Straight lines are gun-drilled one, then intersecting curves are milled to create a lattice that follows the part profile. Flow rate is monitored at each zone; if the delta between inlet and outlet climbs above three degrees Celsius, the turbulence is assumed lost and the circuit is cleaned. Large aluminium blocks are sometimes cast around steel tube bundles to create conformal passages that pull heat away from deep pockets. The goal is to bring the part below ejection temperature in a time that fits the shift plan, even though the mass is many times that of a standard housing.
Ejection is shared between pins and air. Stripper bars push on a continuous ledge formed near the rim, while poppet valves introduce shop air between the core and the wall. Because the part can weigh more than ten kilograms, a servo beam crane travels with the moving platen, catches the component, and lowers it onto a conveyor that feeds the trimming station. Threaded inserts or over-moulded bosses are checked by a portable measuring arm; any deviation outside drawing tolerance is logged and corrected before the next shot.
By treating the single cavity with the same discipline given to high-volume tools, large scale one off plastic injection moulding delivers a sizeable, accurate component without the cost of multiple impressions.

Injection plastic round cap molds are specifically designed to manufacture round plastic caps with h...
See Details
Injection plastic round bowl moulds are designed to create high-quality, durable plastic round bowls...
See Details
The Thin Wall American Style Large Round Cover Mould is a specialised tool designed for the producti...
See Details
The Injection Plastic American Style Large Round Bowl Mold is an advanced tool designed specifically...
See Details
The Thin Wall American Medium Round Cap Mould is a highly efficient tool designed for the production...
See Details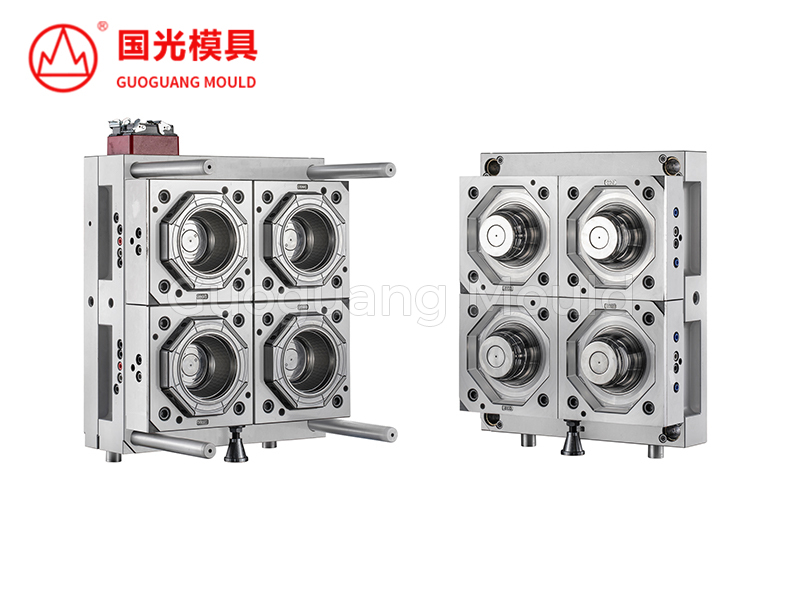
The Thin Wall Medium Size American Bowl Mould is designed for efficient production of medium-sized b...
See Details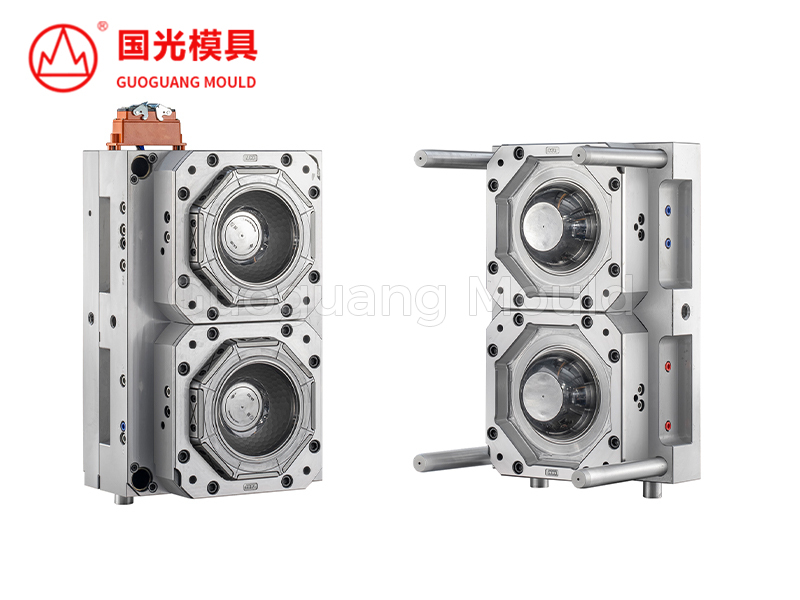
The Injection Plastic Large Round Bowl Mould is a specialized tool designed to produce large round p...
See Details
The Thin Wall American Style Small Square Cover Mold is designed for the production of small, square...
See Details
The Plastic Mould for Packaged Food Square Cover is an essential tool for creating square plastic co...
See Details
The Thin Wall Square Box Mould is designed for the production of small, square boxes, ensuring effic...
See Details
The Restaurant Packaged Three-Compartment Lunch Box Mold is designed for producing plastic lunch box...
See Details
This mould is ideal for high-volume manufacturing, ensuring precise, efficient production of lunch ...
See DetailsGuoguang are specialized in thin wall high-speed moulds, almost all cutlery moulds can be customized by us.
Copyright © Zhejiang Taizhou Guoguang Mould Plastic Co., Ltd. All Rights Reserved.
Thin Wall Mold Manufacturer
