 English
English 中文简体
中文简体 Español
Español عربى
عربى




Guoguang are specialized in thin wall high-speed moulds, almost all cutlery moulds can be customized by us.
Injection plastic round cap molds are specifically designed to manufacture round plastic caps with h...
See Details
An IML injection blow moulding machine combines two stages in one cycle: one, a molten polymer is injected around a core to form a pre-label parison; second, that same core transfers the still-warm part into a blow station where air stretches it against a cooled cavity. Meanwhile, a robot has already placed a printed film label on the core, so when the plastic expands, the label fuses with the wall. The result is a lightweight container that carries full-colour graphics inside the wall thickness, protected from scratch or moisture.
The process begins with label handling. Sheets are die-cut and stacked in a magazine placed at the side of the press. A pick-and-place arm uses vacuum cups to lift one label,静电 bars neutralise any charge, and the arm wraps the label around the core rod. Small locating tabs on the film engage with grooves on the rod, ensuring the label does not shift during injection. Once the label is secure, the injection carriage moves forward, and melt is delivered through a hot runner into the cavity. Because the label is already in place, the plastic flows behind it, pushing the film gently against the cavity wall without wrinkle.
Temperature control is split into two zones. The injection side is held at a level that allows the melt to encapsulate the label ink layer without causing smear. Seconds later, the rotary table indexes, and the core carrying the warm preform moves to the blow station. There, chilled air at a regulated pressure is introduced through the core rod, expanding the preform to match the final shape. The label, now sandwiched between the plastic wall, cools quickly and bonds firmly. Meanwhile, a second core has already received another label, so the cycle is continuous.
Wall thickness is adjusted by varying the injection shot size and blow air profile. A servo valve controls air flow in two stages: a low-pressure pre-blow prevents label lift, followed by high-pressure final blow that freezes detail. Because the label adds a fractional barrier, the container can be slightly thinner than a direct-printed equivalent, saving resin without losing top-load strength. The neck thread is formed during injection, so no secondary trimming is required, and the finish is smooth enough for a snap cap or a foam liner.
Material choice balances clarity, stiffness, and label adhesion. Random copolymer polypropylene is common; its moderate melt flow fills thin areas behind the film, while its ethylene content gives hinge toughness for closure integration. Labels are usually a multilayer structure: a printable surface, a middle tie layer that bonds to the melt, and a heat-seal skin that activates during blow. Ink systems are selected for melt stability, ensuring colours remain vivid after contact with hot plastic.
Routine maintenance focuses on the core rods and label magazine. Rods are checked weekly for scratches that could tear film, and vacuum circuits are cleaned to maintain label hold. The magazine shuttle is calibrated so that pick-up position repeats within half a millimetre, preventing double feeds that would cause label overlap. By keeping injection, blow, and label placement in one integrated cycle, the IML injection blow moulding machine delivers decorated containers in a single step, ready for immediate filling and distribution.

Injection plastic round cap molds are specifically designed to manufacture round plastic caps with h...
See Details
Injection plastic round bowl moulds are designed to create high-quality, durable plastic round bowls...
See Details
The Thin Wall American Style Large Round Cover Mould is a specialised tool designed for the producti...
See Details
The Injection Plastic American Style Large Round Bowl Mold is an advanced tool designed specifically...
See Details
The Thin Wall American Medium Round Cap Mould is a highly efficient tool designed for the production...
See Details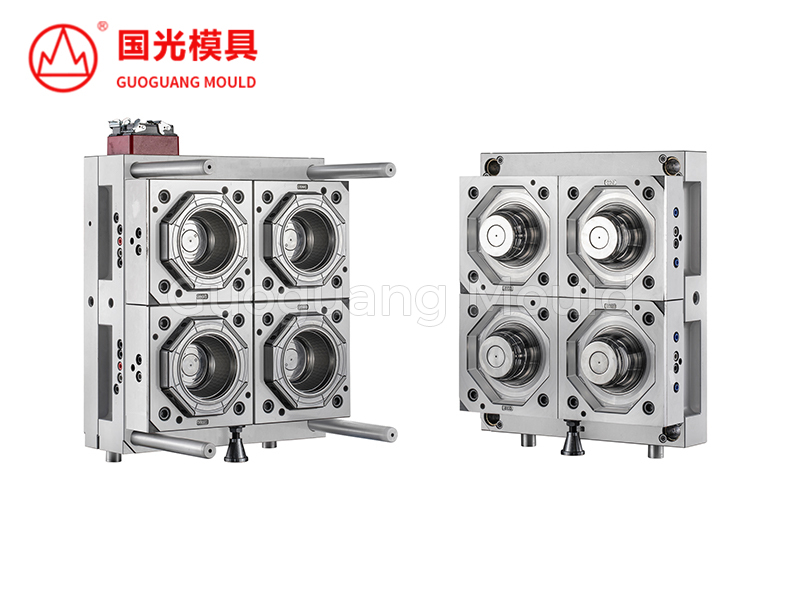
The Thin Wall Medium Size American Bowl Mould is designed for efficient production of medium-sized b...
See Details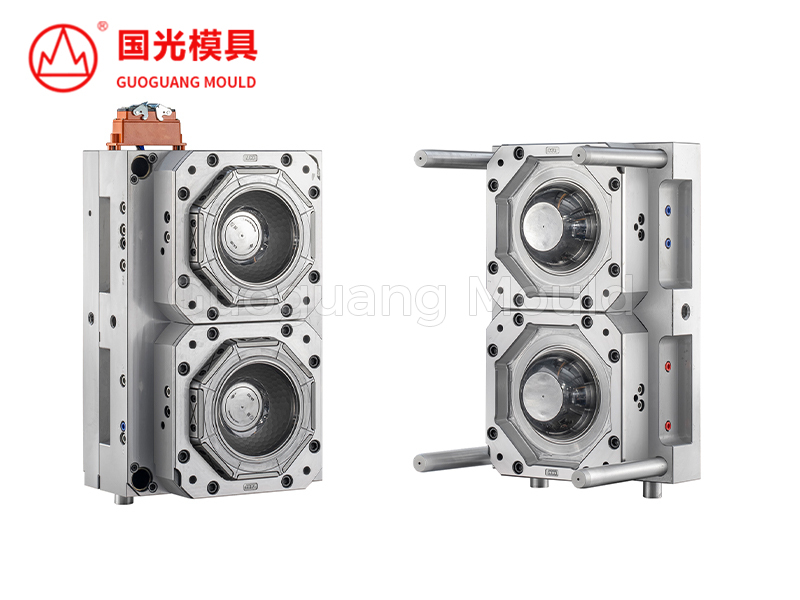
The Injection Plastic Large Round Bowl Mould is a specialized tool designed to produce large round p...
See Details
The Thin Wall American Style Small Square Cover Mold is designed for the production of small, square...
See Details
The Plastic Mould for Packaged Food Square Cover is an essential tool for creating square plastic co...
See Details
The Thin Wall Square Box Mould is designed for the production of small, square boxes, ensuring effic...
See Details
The Restaurant Packaged Three-Compartment Lunch Box Mold is designed for producing plastic lunch box...
See Details
This mould is ideal for high-volume manufacturing, ensuring precise, efficient production of lunch ...
See DetailsGuoguang are specialized in thin wall high-speed moulds, almost all cutlery moulds can be customized by us.
Copyright © Zhejiang Taizhou Guoguang Mould Plastic Co., Ltd. All Rights Reserved.
Thin Wall Mold Manufacturer
